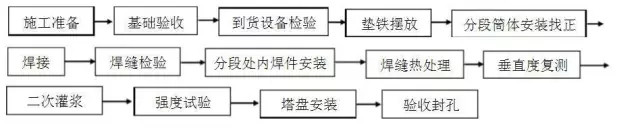
一、施工程序
1、整体到货设备施工程序
2、分段到货设备施工程序
二、主要施工方法
对于能直接吊装就位的,采取吊车一次吊装就位的方法进行安装。对于安装在框架内部的设备采用吊车与手动葫芦配合进行吊装:
1)将不影响设备吊装的梯子平台尽量在地面进行安装
2)分段设备采取立式组对焊接的方法
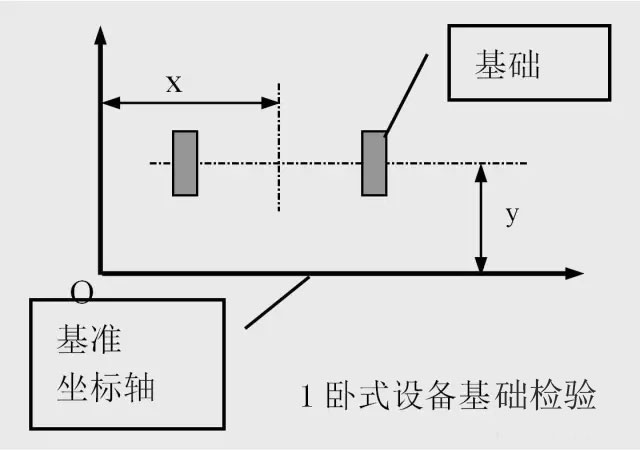
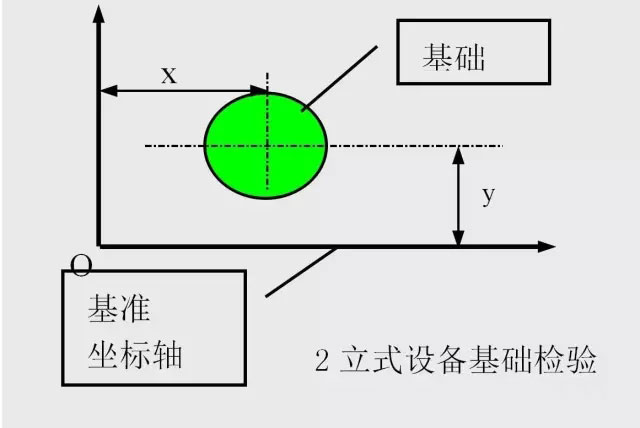
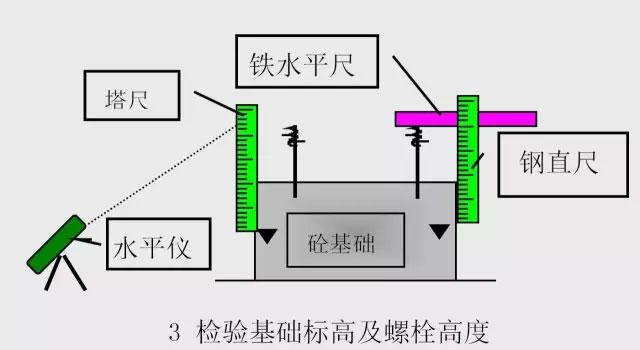
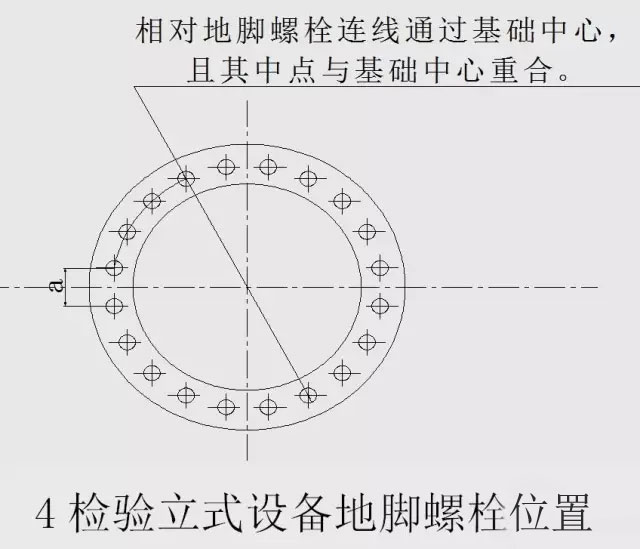
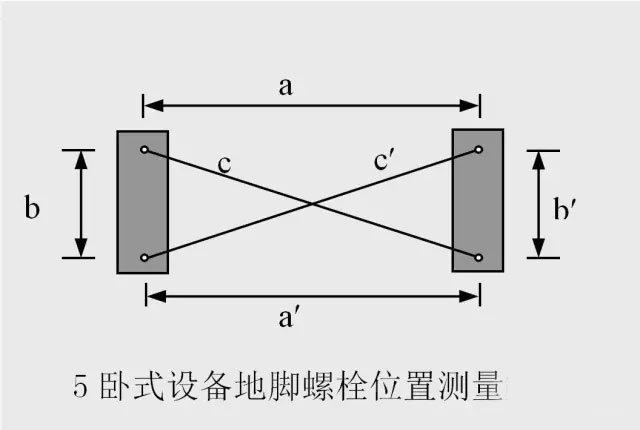
设备安装前,按照规定和工作程序及时与基础施工单位办理设备基础的移交手续。基础施工单位必须提供基础的测量报告和施工质量证明书,基础上有基础标高和纵横中心线的标识:
1)基础表面无裂纹、凹坑及油污
2)预埋地脚螺栓无弯曲、螺纹无损坏、锈蚀,且有保护措施
3)卧式设备的滑动端预埋板应光滑平整
4)基础复验的质量应符合相应规范、标准要求
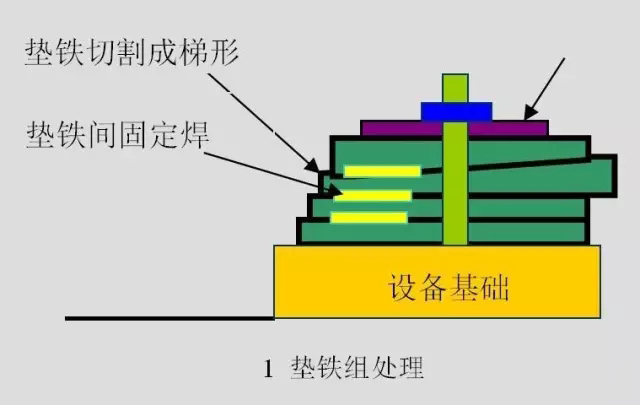
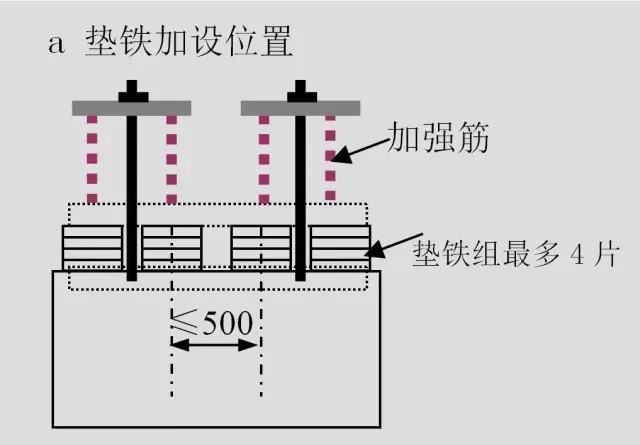
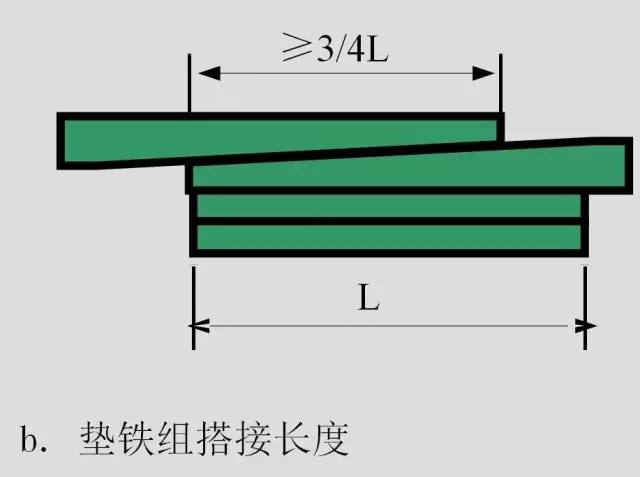
垫铁摆放
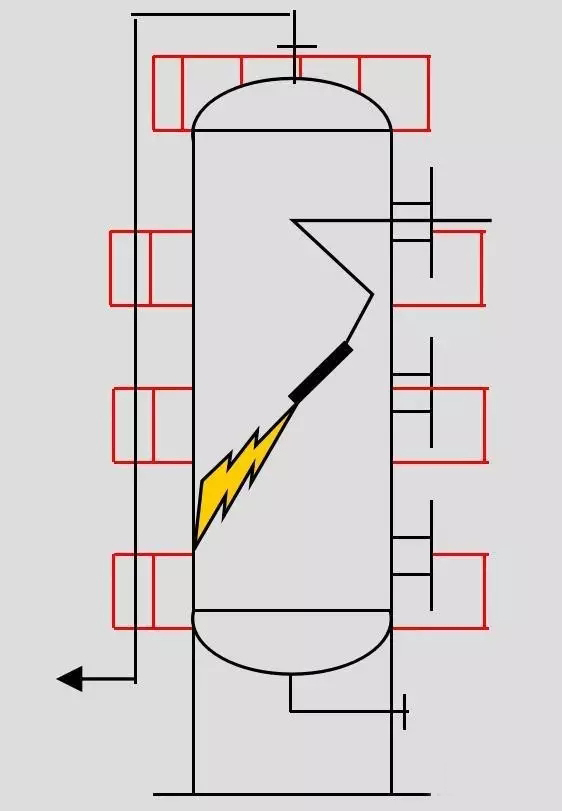
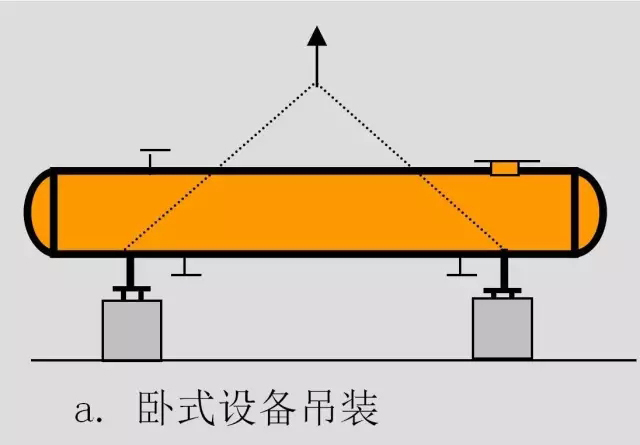
卧式设备安装
1、采用尼龙吊装带捆绑的方式进行吊装就位
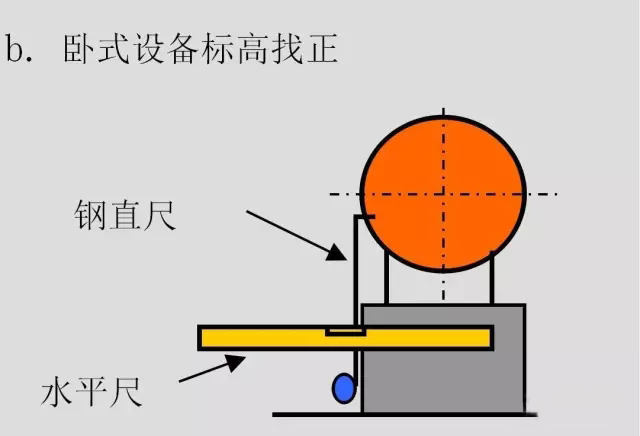
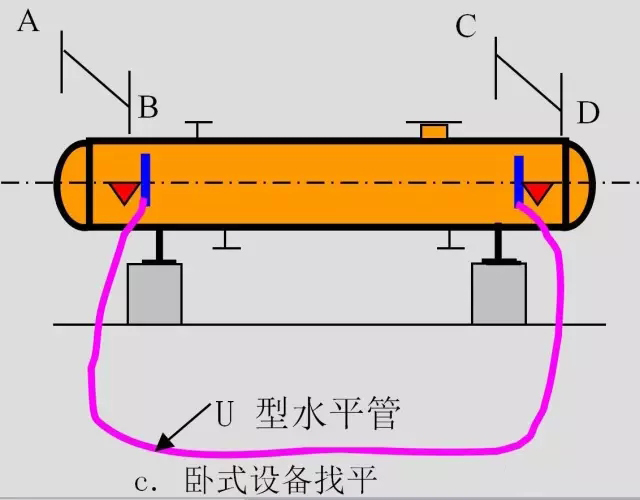
2、以卧式设备中心线为基准,用铁水平尺和钢卷尺对设备标高进行找正;采用U型玻璃管对设备水平度进行找平
3、就位时滑动端滑板上应涂黄油润滑
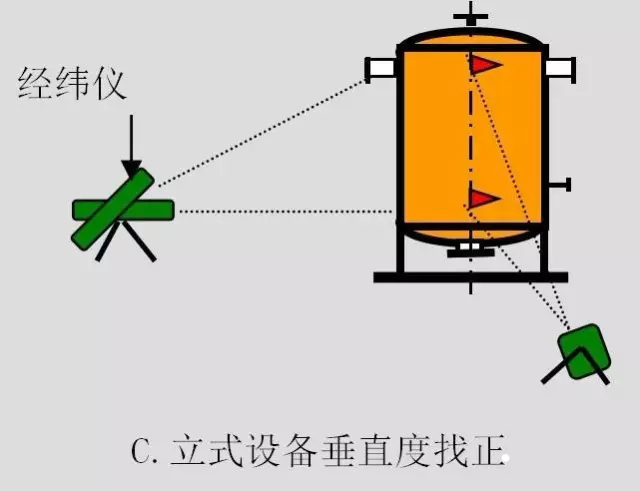
立式设备安装
1、整体立式设备安装
立式设备的吊装,原则上采用吊耳吊装,没有吊耳的采取捆绑的方法进行。立式设备就位后,调整设备的垂直度误差在允许的范围之内
2、分段设备安装
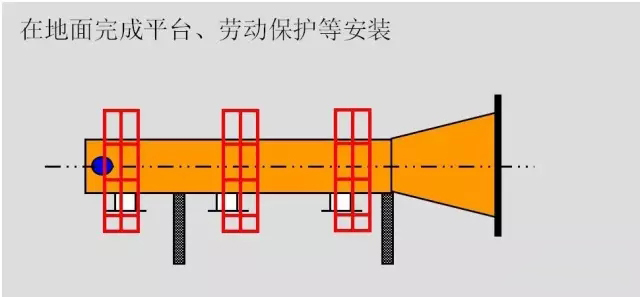
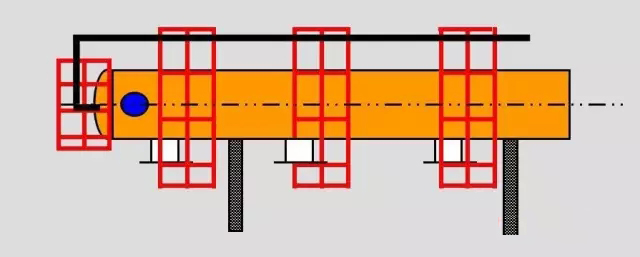
在地面完成上、中段的平台、吊耳、保温工作
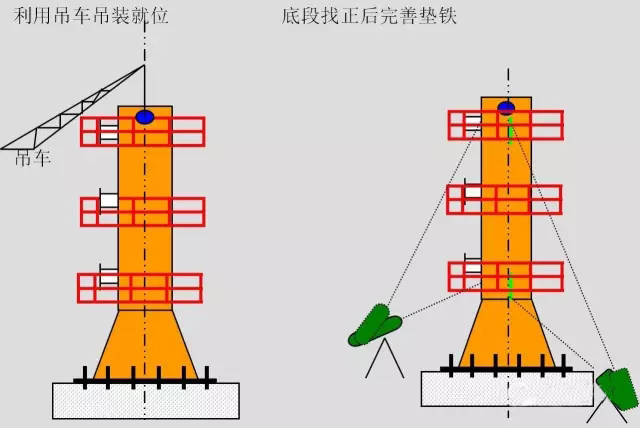
吊装其它各段与底段对口,找正后完成焊接、检验
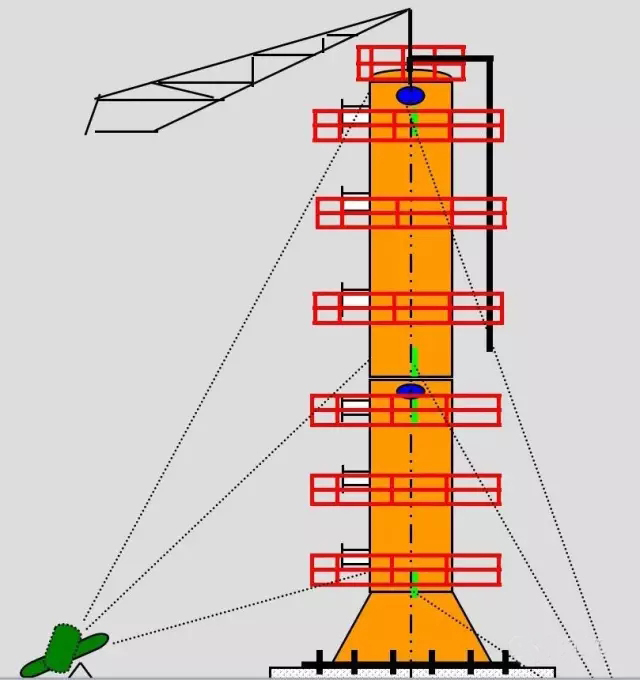
将不影响吊装的劳动保护在地面安装好,将底段筒体就位找正:
——上部筒体吊装前,将不影响吊装的劳动保护、附塔管线在地面安装完
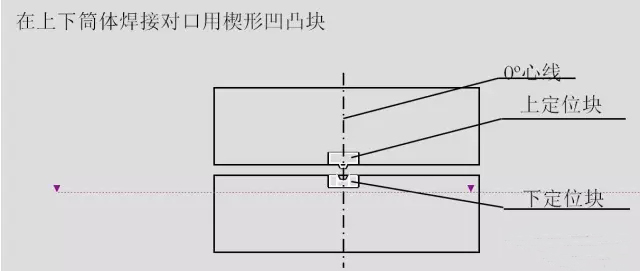
——校核设备中心线,将上段筒体吊装就位,组对接口并进行焊接、检验
——焊口检验合格后安装分段口处的内外焊接件
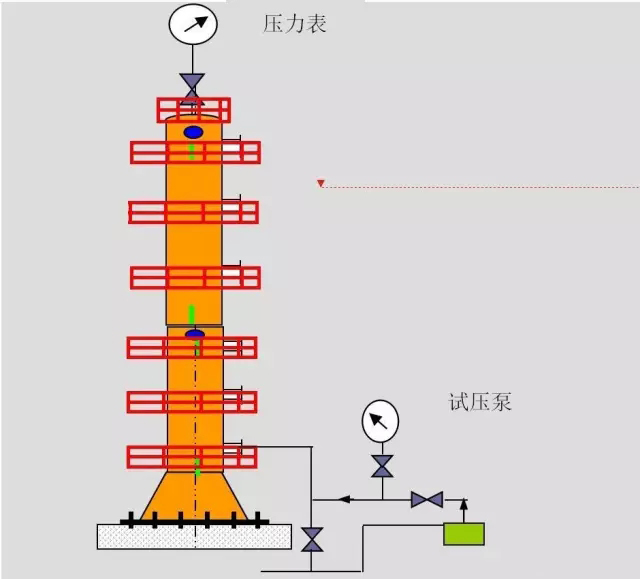
——按图纸要求进行消除应力热处理
——按图纸和规范要求进行压力试验,压力试验时应有业主/监理及当地安全监察部门的监检
垫铁组处理及二次灌浆
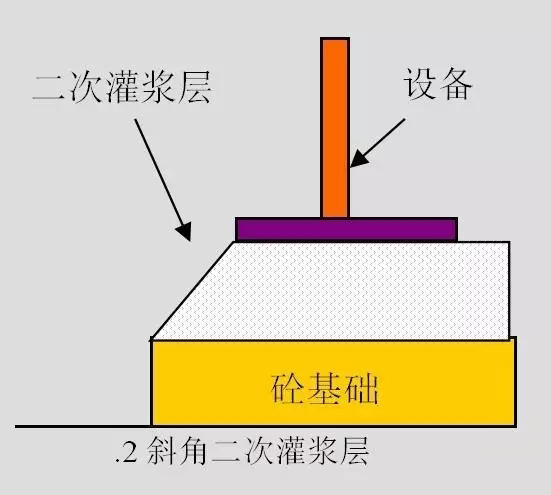
1、设备安装整体验收合格并办理专业工序交接手续后,对设备基础进行二次灌浆
2、灌浆前,基础上表面用水清洗洁净并浸湿浸透,并将积水吹净
3、单台设备一次灌浆完;底座外缘的灌浆层按照设计施工图纸的要求修整成直角形或斜坡形,作到基础外观平整美观
塔盘安装
1、对到货的塔盘进行验收。到货数量和型号应符合设计图纸的要求,制作质量应符合国家规范的要求
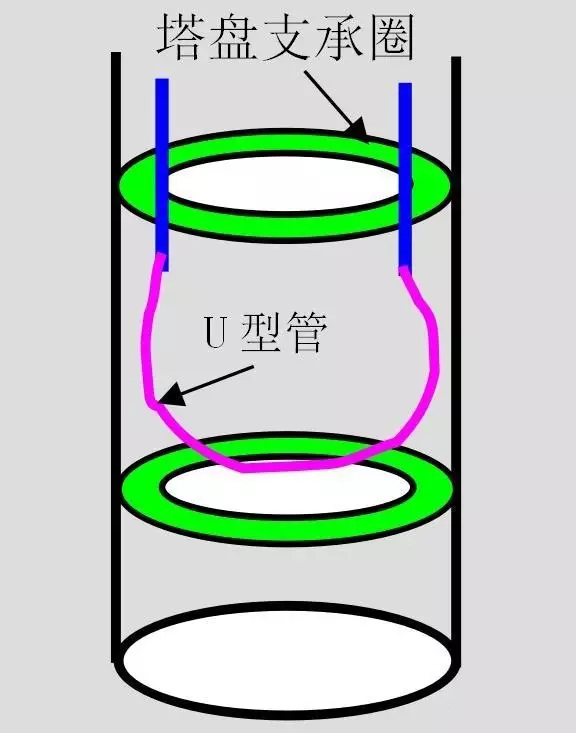
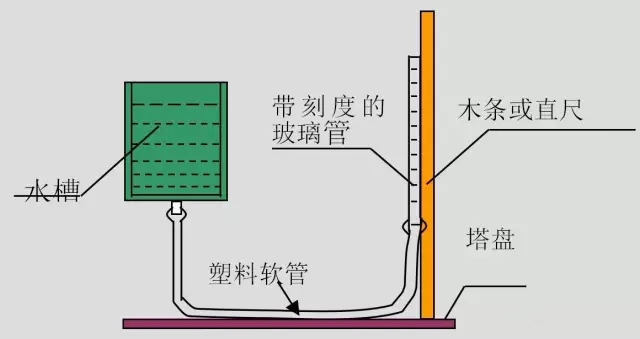
2、用玻璃管水平尺逐层检查塔盘支撑圈的水平度
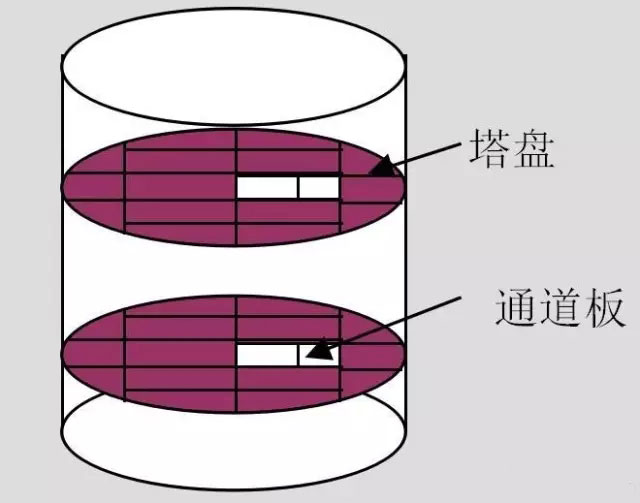
3、分层安装塔盘,每层塔盘安装时由周围边板向塔中间逐步进行,边安装边调整固定
4、安装完毕后逐层进行塔盘水平度以及螺栓、浮阀的安装质量检验,确保整体安装质量
5、通道板预留,在最终检验合格后逐层封闭
设备内部除锈、清理干净
用U型管检验塔盘支撑圈水
 塔盘除锈检验合格后分层吊装到塔人孔位置
塔盘除锈检验合格后分层吊装到塔人孔位置

分层安装塔盘,预留通道板在封孔前安装
用U型管水平仪进行塔盘水平度检验
填料装填
1、在地面设置设备装填区域,对填料进行计量,并装入提升料斗
2、清理设备内部,并划出各种型号填料的装填高度线
3、用吊车将提升料斗吊装到相应设备人孔的平台上,进行填料的装填工作
4、通过分配器对填料进行装填。控制装填速度,装填一定数量后,施工人员进入设备内部进行填料刮平并进行密实度检测。对于易碎填料,可采用在设备内部充水或施工人员进入设备内部进行装填的方案进行
5、装填完毕后依据实际的装填数量计算出装填密度,与理论值相比较
6、装填过程应保持连续进行,雨天不施工



 苏公网安备 32011402010684号 |
苏ICP备15029307号-1
苏公网安备 32011402010684号 |
苏ICP备15029307号-1

