【导读】压力容器缺陷对装备性能及安全影响很大,出了事故后悔可是来不及的。压力容器到底都有哪些缺陷?你知道该如何避免吗?
压力容器的常见缺陷
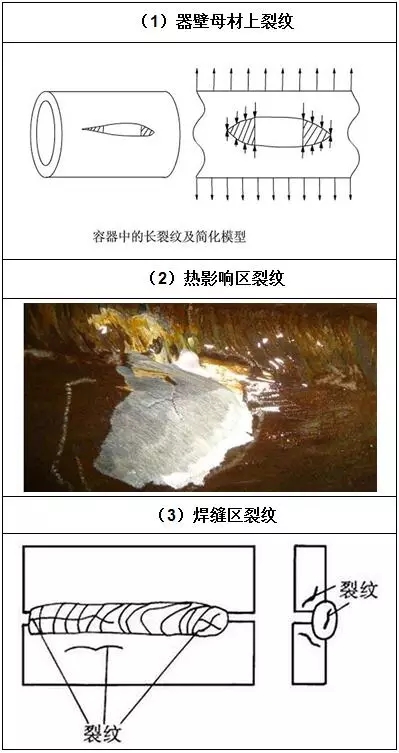
1、裂纹CRACK
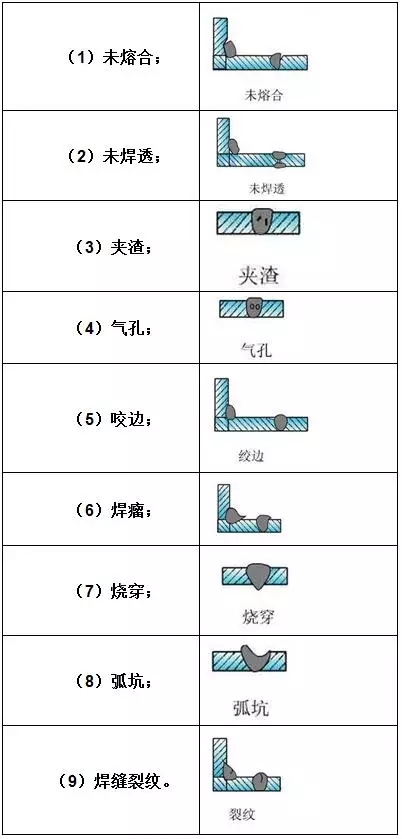
2、焊接缺陷WELDING DEFECTS
3、其他缺陷OTHER DEFECTS
(1)分层缺陷。
(2)表面张口型缺陷。
(3)冲刷缺陷。
(4)腐蚀缺陷。
(5)变形缺陷。
压力容器制造缺陷对其安全性的影响
容器在制造过程中产生的另一种缺陷是造成壳体几何形状的不连接,如凹凸不平、接缝角变形等。各种回转壳体在内压作用下的应力与它的曲率半径有关。
曲率半径不同的两种壳体连接在一起时,由于应力不同,所产生的变形也不一样。但它们又相互约束,并由此在交接处引起剪力和弯矩,使壳体产生附加弯曲应力,造成过高的局部应力。
一般说来,直径大而深度小的凹陷,几何形状的变化比较缓和,所产生的影响也小。在容器制造过程中产生的封头凹凸不平,一般都是变化比较缓和的。
内应力的影响
一般来说,冷变形量越大,所产生的内应力也越大。容器壳体上残存的内应力即使不至于产生裂纹,也会加剧压力容器的疲劳破裂和应力腐蚀破裂。
化工容器进行气密试验试验压力如何确定

对化工容器进行气密试验主要是为了检验容器的严密性。作过气压强度试验,并经检查合格的容器可不另做气密性试验。
气密性试验必须在液压试验合格后进行,其试验压力为设计压力的1.05倍。试验时压力应缓慢上升,达到规定试验压力后保压10min,然后降至设计压力,在焊缝和连接部位进行渗漏检查。
小型容器也可浸入水中检查。如有泄漏,修补后重新进行液压试验和气密试验。
低、中、高压容器内、外部状况等级检查的内容
1、外部检查
(1)压力容器的本体、接口部位、焊接接头等的裂纹、过热、变形、泄漏等;检漏孔、信号孔的漏液、漏气、检漏管疏通。
(2)外表面的腐蚀,保温层破损、脱落、潮湿、跑冷;相邻管道或构件的异常振动、响声、相互摩擦。
(3)支承或支座的损坏,基础下沉、倾斜、开裂,紧固螺栓的完好情况。
(4)检查确认安全附件是否符合规定要求。
2、结构检查(重点检查以下部位)
(1)筒体与封头的连接、角接、搭接、布置不合理的焊接。
(2)方形孔、人孔、检查孔及其补强。
(3)封头、支座、支承。
(4)法兰及排污口。
3、几何尺寸检查可根据原始资料进行下列内容检查
(1)纵、环焊缝对口错边量、棱角度,焊缝余高,角焊缝的焊缝厚度和焊角尺寸及布置不合理的焊缝。
(2)同一断面上最大直径与最小直径,封头表面、直边高度和纵向皱折,不等厚板(锻)件对接接头未进行削薄过度的超差情况。
(3)直立压力容器和球形压力容器支柱的垂直度。
(4)绕带式压力容器相邻钢带间隙。
4、表面缺陷检查
(1)腐蚀与机械损伤测定其深度、直径、长度及其分布,并标图记录。对非正常的腐蚀,应查明原因。
(2)表面裂纹。
1)内表面的焊缝(包括近缝区),应以肉眼或5~10倍放大镜检查裂纹
有下列情况之一的,应进行不小于焊缝长度20%的表面探伤检查:
材料强度级别b>540MPa的;Cr-Mo钢制的:
有奥氏体不锈钢堆焊层的。
介质有应力腐蚀倾向的。
其他有怀疑的焊缝。
如发现裂纹,检验员应根据可能存在的潜在缺陷,确定增加表面探伤的百分比。
如仍发现裂纹,则应进行全部焊缝的表面探伤检查。同时要进一步的检查外表面的焊缝可能存在的裂纹缺陷。
内表面的焊缝已有裂纹的部位,对其相应外表面的焊缝应进行抽查。
2)对应力集中部位、变形部位、异种钢焊接部位、工卡具焊迹、电弧损伤处和易产生裂纹部位,应重点检查。
3)有晶间腐蚀倾向的,可采用金相检验或锤击检查。锤击检查时,用0.5~1.0kg的手锤,敲击焊缝两侧或其他部位。
4)绕带式压力容器的钢带始、末端焊接接头,应进行表面裂纹检查。
(3)焊缝咬边检查。
(4)其他对焊接敏感性材料,还应注意检查可能发生的焊趾裂纹。
变形及变形尺寸测定,可能伴生的其他缺陷以及变形原因分析。
5、壁厚测定
(1)测定点的位置应有代表性,并有足够的测定点数。
测定后应标图记录。测定点的位置,一般应选择下列部位:
1)液位经常波动部位;
2)易腐蚀、冲蚀部位;
3)制造成型时,壁厚减薄部位和使用中产生变形的部位;
4)检查表面缺陷时,发现的可疑部位。
(2)利用超声波测厚仪测定壁厚时,如遇到母材存在夹层缺陷,应增加测定点或用超声波探伤仪,查明夹层分布的情况,以及与母材表面的倾斜度。测定临氢介质的压力容器壁厚时,如发现壁厚增值,应考虑氢腐蚀的可能性。
6、材质
(1)主要受压元件材质的种类和牌号一般应查明。材质不明者,对于无特殊要求的钢制压力容器,允许按钢号Q235材料强度的下限值,进行强度校核。对于槽、罐车和有特殊要求的压力容器,必须查明材质。 对于已经进行过此项检查,且已作出明确处理的,不再重复检查。
(2)主要受压元件材质是否劣化,可根据具体情况,采用化学分析、硬度测定、光谱分析或金相检验等,予以确定。
7、有覆盖层的压力容器
(1)保温层是否拆除,应根据使用工况和外部环境条件而定。有下列情况之一者,可不拆除保温层。
1)制造时对焊缝全部表面已探伤合格;
2)对有代表性的部位局部抽查,未发现裂纹等缺陷;
3)外部环境没有侵入或跑冷;
4)外部环境有可靠的防腐蚀措施;
5)有类似使用经验的;
6)检验员认为没有必要的。
(2)有金属衬里的压力容器,如发现衬里有穿透性腐蚀、裂纹、局部鼓包或凹陷,检查孔已流出介质,应局部或全部拆除衬里层,查明本体的腐蚀状况或其他缺陷。
(3)用奥氏体不锈钢堆焊衬里的,如发现衬里破坏、龟裂、剥离和脱落等。对于非金属材料作衬里的,如发现衬里破坏、龟裂或脱落,或在运行中本体壁温出现异常,应局部或全部拆除衬里,查明本体的腐蚀状况或其他缺陷。
(4)对于内外表面有覆盖层的,应先按本题2、4检查内表面,如发现有裂纹等严重缺陷,则应在外表面局部或全部拆除覆盖层,进行检验。
8、焊缝埋藏缺陷检查
(1)有下列情况之一时,一般应进行射线探伤或超声波探伤检查,必要时还应相互复验。
1)制造中焊缝经过两次以上返修或使用过程中焊缝补焊过的部位;
2)检验时发现焊缝表面裂纹,认为需要进行焊缝埋藏缺陷检查的;
3)错边量和棱角度有严重超标的焊缝部位;
4)使用中出现焊缝泄漏的部位及其两端延长部位;
5)用户要求或检验员认为有必要的部位。 已进行过此项检查,再次检验时,如无异常情况,一般可不再复查。
(2)检验方法和抽查数量,由检验员根据具体情况确定。
9、安全附件检查
按照有关安全附件规定,进行安全附件检查。
10、紧固件检查
对高压螺栓应逐个清洗。检查其损伤和裂纹情况,必要时应进行表面无损探伤,应重点检查螺纹及过渡部位的无环向裂纹。
低、中、高压容器内、外部安全状况等级检查周期

1、外部检查
是指专业人员在压力容器运行中的定期在线检查,每年至少一次。
2、内外部检验
是指专业检验人员,在压力容器停机时的检验,其期限分为: 安全状况等级为1~3级的,每隔6年至少一次;安全状况等级为3~4级的,每隔3年至少一次。
3、耐压试验
是指压力容器停机检验时,所进行的超过最高工作压力的液压试验或气压试验,其周期每10年至少一次。外部检查和内外部检验内容及安全状况等级的规定,见《在用压力容器检验规程》。
有下列情况之一的压力容器,内外部检验期限应适当缩短:
(1)介质对压力容器材料的的腐蚀情况不明、介质对材料的腐蚀速率大于0.25mm/a,以及设计者所确定的腐蚀数据严重不准确的;
(2)材料焊接性能差,在制造时曾多次返修的;
(3)首次检验的;
(4)使用条件差,管理水平低的;
(5)使用期限超过15年,经技术鉴定,确认不能按正常检验周期使用的;
(6)检验员认为应该缩短的。
有下列情况之一的压力容器,内外部检验期限应适当延长:
(1)非金属衬里层完好的,但其检验周期不应超过9年;
(2)介质对材料的腐蚀速率低于0.1mm/a或有可靠的耐腐蚀金属衬里的压力容器,通过一至二次内外部检验,确认符合原要求的,但不应超过10年;
(3)装有触媒的反应器以及装有充填物的大型压力容器,其定期检验周期由使用单位根据设计图样和实际使用情况确定。
压力容器焊接中产生热裂纹的原因

热裂纹都是沿着焊缝金属中树状结晶的交界处发生并发展的。
最常见的情况是在焊缝中间沿焊缝长度方向开裂,有时在焊缝内部分布两个树枝状晶粒之间。热裂纹都产生在晶界处,这说明在焊缝结晶过程中晶界是个薄弱地带。
产生热裂纹的原因就是焊缝中有液态间层存在,和结晶过程中焊缝受到拉应力的作用。存在液态间层是发生热裂纹的根本原因,而拉应力是热裂纹的必要条件。并不是整个结晶过程的后期,在固相线附近才是产生热裂纹的危险温度区。
近缝区的金属同样加热到很高温度(稍低于熔点),如果近缝区母材的晶界有杂质或低熔点共晶存在,在热的作用下就在熔化,于晶界处形成液态间层,冷却过程中出现的拉应力就会使近缝区产生热裂纹。 在焊缝热裂纹和近缝区的热裂纹存在着相互依存的关系,近缝区热裂纹可能是焊缝热裂纹的延续,也可能是焊缝热裂纹的起源。
高压容器脆性破坏产生缺口影响的原因

缺口及其端部小面积材料的状态是决定一个构件是否呈脆性状态破坏的重要因素,常见的许多脆性破坏均始于缺口或裂纹的端部。
其原因在于,当受拉伸的构件存在缺口(裂口)时,由于其不连续性,则拉伸应力不可能传到裂纹的横>截面,加到裂纹区域的载荷,则被传到裂纹端部的一个小区域内,这样在该处就产生一个高的局部集中应力和应变。
当然裂纹愈长,则局部应力和应变越大。裂纹端部的局部应力随着施加应力增加而增大,很快达到材料的屈服强度,这就会使横截面积缩小。
而邻近裂纹面的材料,在拉伸方向是没有应力的,这部分材料将阻止裂纹端部小体积金属的变形,这种约束将产生另外两个方向的二次应力,这就在裂纹端部小体积材料内产生三向拉伸应力,此三向应力状态不允许材料厚度方向产生收缩或变形,即所谓平面应变状态。
按照第三强度理论,当三个主应力中最大与最小主应力亦为拉伸应力,因而最大主应力可以超过材料单向拉伸时的屈服应力,亦即由于缺口的存在,于缺口端部小体积材料产生一个三向拉伸应力系统。它提高了屈服应力,同时却降低了延性,故在一定条件下产生脆性破坏。
过程设备网整理发布,转载请注明出处。


 苏公网安备 32011402010684号 |
苏ICP备15029307号-1
苏公网安备 32011402010684号 |
苏ICP备15029307号-1

