| 时间:2016-05-30 | 来源:数控达人 | 浏览次数:4062 |
第三部分
1.标准公差和基本偏差
为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带的大小,而基本偏差确定公差带的位置。
(1)标准公差(IT)
标准公差的数值由基本尺寸和公差等级来决定。其中公差等级是确定尺寸精确程度的标记。标准公差分为20级,即IT01,IT0,IT1,…,IT18。其尺寸精确程度从IT01到IT18依次降低。标准公差的具体数值见有关标准。
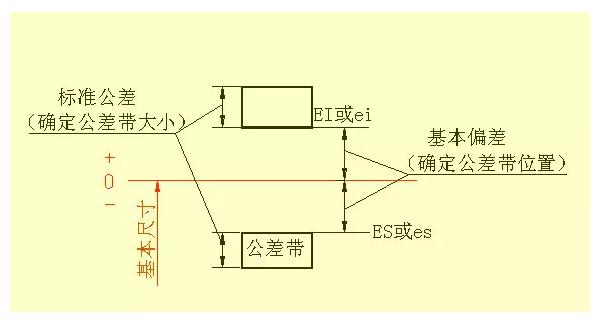
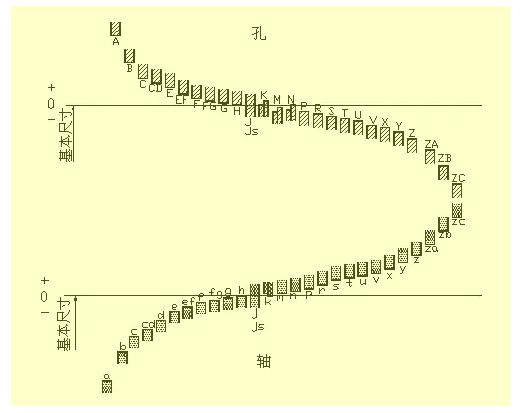
(2)基本偏差
基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。基本偏差共有28个,数控微信公号cncdar代号用拉丁字母表示,大写为孔,小写为轴。从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差; ,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:
ES=EI+IT 或 EI=ES-IT
ei=es-IT或 es=ei+IT
孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
A、配合
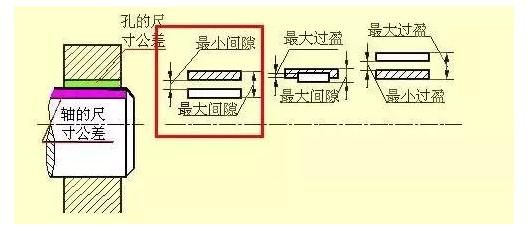
基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:
1)间隙配合
孔与轴装配时,有间隙(包括最小间隙等于零)的配合。孔的公差带在轴的公差带之上。
2)过渡配合
孔与轴装配时,可能有间隙或过盈的配合。孔的公差带与轴的公差带互相交叠。
3)过盈配合
孔与轴装配时有过盈(包括最小过盈等于零)的配合。孔的公差带在轴的公差带之下。
B、基准制:
在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。根据生产实际的需要,国家标准规定了两种基准制。
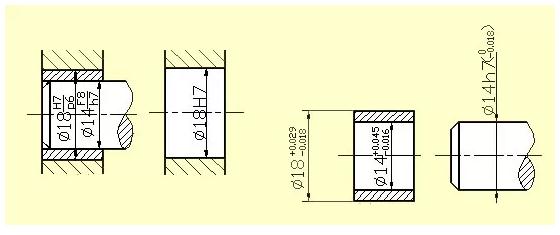
1)基孔制(如左下图所示)
基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。见左下图。基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。
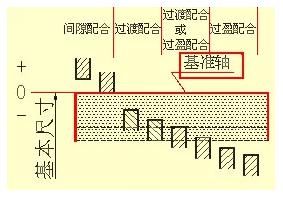
2)基轴制(如右下图所示)
基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。见右下图。基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。
C、配合代号
配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。数控微信公号cncdar凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。
例如 φ25H7/g6的含义是指该配合的基本尺寸为φ25、基孔制的间隙配合,基准孔的公差带为H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。
例如 φ25N7/h6 的含义是指该配合的基本尺寸为φ25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),孔的公差带为N7(基本偏差为N,公差等级为7级)。
公差与配合在图样上的标注
1)在装配图上标注公差与配合,采用组合式注法。
2)在零件图上的标注方法有三种形式。
2.形位公差
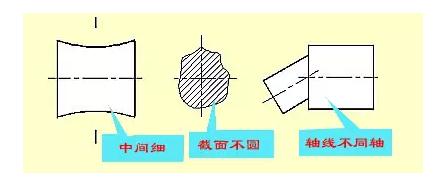
零件加工后,不仅存在尺寸误差,而且会产生几何形状及相互位置的误差。圆柱体,即使在尺寸合格时,也有可能出现一端大,另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差。阶梯轴,加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。所以,形状公差是指实际形状对理想形状的允许变动量。位置公差是指实际位置对理想位置的允许变动量。两者简称形位公差。
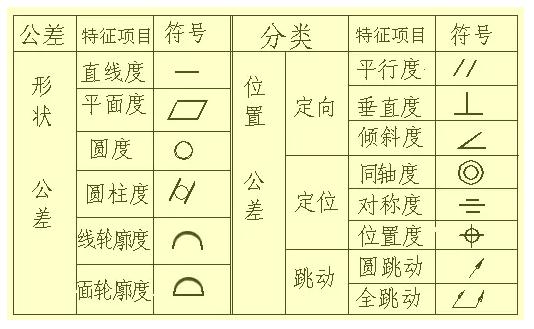
形位公差项目符号
1) 形状和位置公差的代号
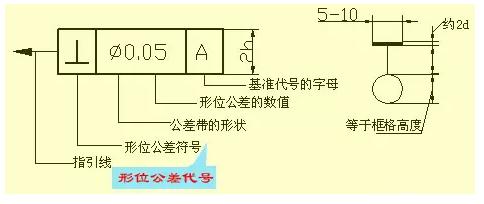
国家标准GB/T 1182-1996规定用代号来标注形状和位置公差。在实际生产中,当无法用代号标注形位公差时,允许在技术要求中用文字说明。 形位公差代号包括:形位公差各项目的符号,形位公差框格及指引线,形位公差数值和其他有关符号,以及基准代号等。框格内字体的高度h与图样中的尺寸数字等高。
2) 形位公差标注示例
一根气门阀杆,在图中所标注的形位公差附近添加的文字,只是为了给读者作说明而重复写上的,在实际的图样中不需要重复注写。

第四部分
1.零件上的铸造结构
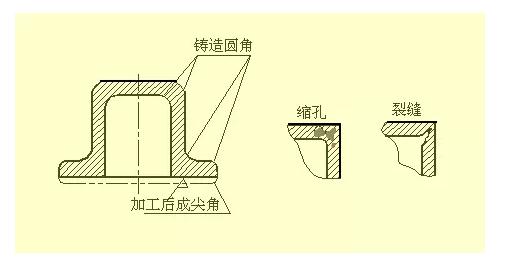
(1) 铸造圆角
当零件的毛坯为铸件时,因铸造工艺的要求,铸件各表面相交的转角处都应做成圆角。铸造圆角可防止铸件浇铸时转角处的落砂现象及避免金属冷却时产生缩孔和裂纹。铸造圆角的大小一般取R=3~5mm,可在技术要求中统一注明。
(2)起模斜度
用铸造的方法制造零件毛坯时,为了便于在砂型中取出模样,一般沿模样拔模方向作成约1∶20的斜度,叫做拔模斜度。因此在铸件上也有相应的拔模斜度,这种斜度在图上可以不予标注,也不一定画出,如下图所示;必要时,可以在技术要求中用文字说明。
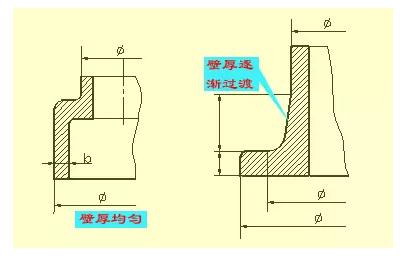
(3)铸件厚度
当铸件的壁厚不均匀一致时,铸件在浇铸后,因各处金属冷却速度不同,将产生裂纹和缩孔现象。因此,铸件的壁厚应尽量均匀,见上图;当必须采用不同壁厚连接时,应采用逐渐过渡的方式,见上图。铸件的壁厚尺寸一般采用直接注出。
2.零件上的机械加工结构
(1)退刀槽和砂轮越程槽
在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。车削外圆时的退刀槽,数控微信公号cncdar其尺寸一般可按"槽宽×直径"或"槽宽×槽深"方式标注。磨削外圆或磨削外圆和端面时的砂轮越程槽。
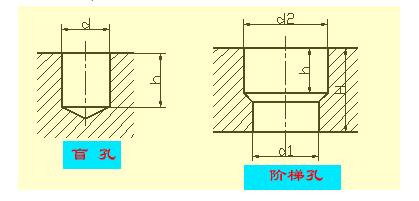
(2)钻孔结构
用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
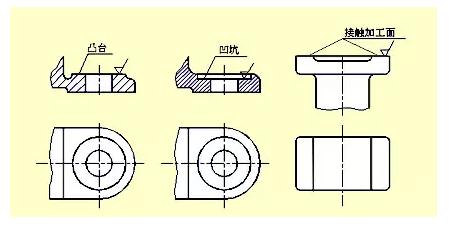
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。三种钻孔端面的正确结构。
(3)凸台和凹坑
零件上与其他零件的接触面,一般都要加工。为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
2020 © 过程设备网 process-equips.com |
 苏公网安备 32011402010684号 |
苏ICP备15029307号-1
苏公网安备 32011402010684号 |
苏ICP备15029307号-1
电话:0086-25-84457563-8022 传真:0086-25-84457592
地址:南京市雨花台区花神大道27-1号6楼 邮编: 210012

