
一、故障判断五诀窍
看:眼。看就地仪表参数、设备外观、附属部件、润滑油颜色等。
听:耳。听机组发出的声音。正常运行情况下,机组的噪音是连续、平稳,有规律的。
摸:手。摸轴承箱、气缸、机体以判断振动、温度等状况。
闻:鼻。闻气味,如泄漏、烧焦的乙烯、丙烷、润滑油、油漆等都有较大刺激性气味。
比:比较。如同型机组运行时各种状态的对比。对比,找出不同,找出差距。
从开始使用机器设备起,便同时出现了设备故障诊断。
随着工业的发展和一代代人的经验积累,形成了总结出来的听、摸、闻、比、看操作法,这也是一种用人工实现的较全面的故障诊断法。
随着现代检测技术的提高,各类先进检测仪器的准确性和及时性更加优越。那么,这意味着新人就不需要再用听、摸、闻、比、看这些老方法吗?
二、诊断目的
无论是老经验还是新仪器,目的都是一样:
1、设备状态如何,是否正常
2、异常或故障的原因及部位在哪里
3、异常程度如何,什么时候该修理
4、判断故障所形成的危害程度,对确定是否需要立即停机、能否维持运行、是否需要减少负荷运行有着决定性的指导作用。
三、与时俱进的听摸看
(一)听——振动
振动监测仪
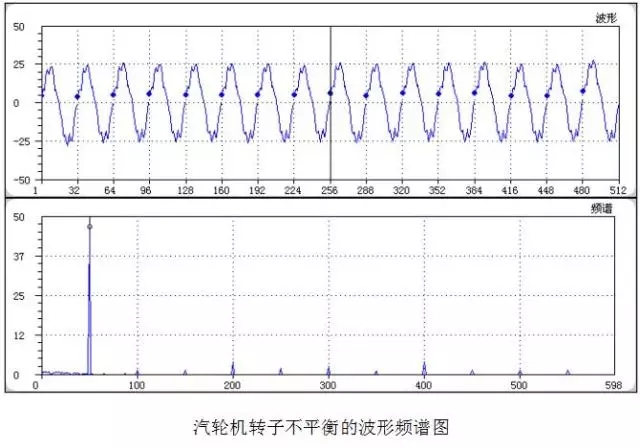
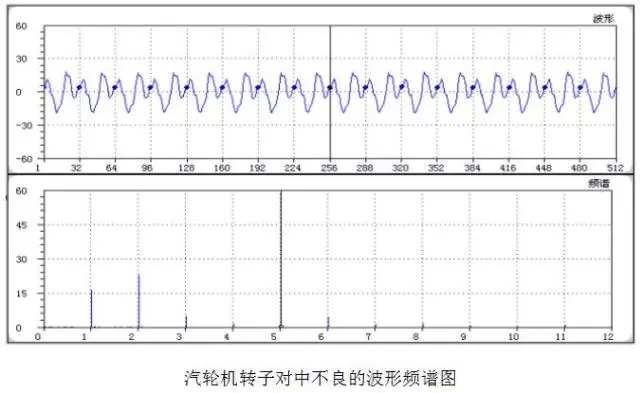
只要是运转的机器,都或多或少地发生振动,振动诊断在各种诊断方法中所占的比例最大,一般可达60%—70%。
国内提出振动监测也有30多年的历史,由于国内设备机组振动的特殊性,因而在振动监测故障诊断方法、故障机理的研究方面,具有独特的见解。经过50多年的现场故障诊断的实践,在机组振动故障特征方面积累了丰富的知识和经验,对其中许多故障的生成和产生振动的机理,都作了长期、深入的研究。纠正了传统的误解。
通过采用仪器分析,振动的异常情况可以更便捷的发现,也更准确。

噪声监测仪
振动和噪声的增加一定是故障引起的,在机械设备状态监测与故障诊断中,噪声监测也是最基本的监测方法之一。
利用人耳的噪声测量与鉴别能力,经过长期实践锻炼,主观判别噪声源的频率和位置、是否正常,估计造成异常噪声的零件及其原因。
而采用噪声监测仪,就能对噪声异常情况和噪声源能够准确的判断出来。
(二)摸——温度
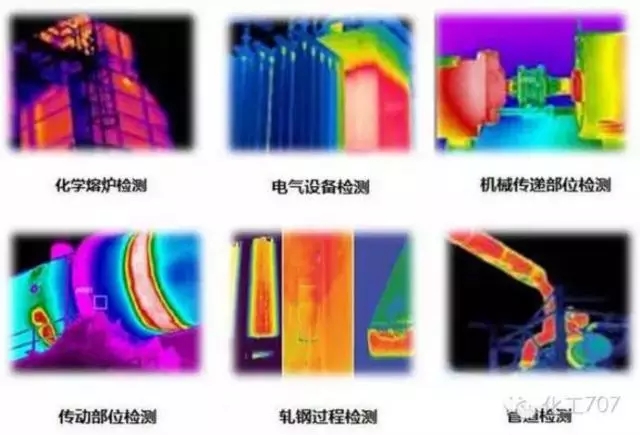
红外温度探测器
相比于最初的用手去感知设备的温度,在如今设备大型化和系统化的情况下,显然是不够专业的,因此红外探测仪就承担了这项工作。
红外成像系统
不同种类的物体发射出的红外光波段是有其特定波段的,该波段的红外光处在可见光波段之外。因此人们可以利用这种特定波段的红外光来实现对物体目标的探测与跟踪。
(三)看——检测数据
 在大屏系统实现了噪声监测结果的显示
在大屏系统实现了噪声监测结果的显示
从看就地仪表参数、设备外观、附属部件、润滑油颜色等最直观的情况,到能在中控室通过各类监测装置直接了解实时动态。
【由于工艺系统和运行参数的情况有时较难摸清找准,仪表问题复杂且专业性强,三方面查起来都要耗费较多的时间。相比之下,人到现场,通过听、摸、闻、比、看,往往只需要几分钟,便可完成对机组状况的总体了解。当然要做好这一点,需要依靠经验的积累,平时对正常运行的机组体验的多,体验的细,遇到故障发生时,自然就会感受到明显的区别。】
听、摸、闻、比、看的老经验,加上现代检测设备的辅助,设备故障发生的因素就会被大大减小。
过程设备网整理发布,转载请注明出处。



 苏公网安备 32011402010684号 |
苏ICP备15029307号-1
苏公网安备 32011402010684号 |
苏ICP备15029307号-1

